









RENMARK, AUSTRALIA — Established in 1944, Almondco stands today as a globally recognised leader in almond production, celebrated for its unwavering commitment to quality. The Almondco range of standard specifications surpasses the widely adopted industry benchmarks, a distinction that plays a pivotal role in making the Almondco brand “white box” highly coveted by processors of almond-based products.
In late 2020, Almondco unveiled Project Optimise, a new 10,000 m² structure situated adjacent to its existing Renmark, South Australia processing facility. This expansion greatly increased the company’s storage capacity for the annual almond crops of its grower members, while also streamlining operations by consolidating multiple processing operations in one spot.
During the planning process for this expansion, Almondco foresaw the need for an effective transportation and storage system for handling high volumes of the fragile, raw and blanched almonds. They didn’t have to look too far to find the right supplier.
An Existing Relationship Leads to Further Collaboration
Between 2008 and 2015, Almondco had partnered several times with Flexicon Australia, the region’s leading designer and manufacturer of bulk material handling equipment. All of Flexicon Australia’s systems are manufactured in Australia, which appealed to Almondco’s Craig Haskard, Group Engineering Project Manager.
“We were looking for a local supplier that can provide ongoing support,” said Craig. “Flexicon immediately came to mind due to our existing relationship with them, and the success of previous projects. It was a no-brainer to select Flexicon as a partner.”
“Craig approached us in 2021 for a quote for a new bulk bag filling system, identical to one Almondco had purchased already,” said Rob Wallis, Application Engineering Manager, Flexicon Australia. “In the process of quoting him for the filler, it came to light that there was a very large project at Almondco, and they would have a need for some of the other systems that we offer.”
In response, Flexicon proposed a comprehensive solution featuring a series of tubular cable conveyors, a bulk bag filler, and a pair of large storage hoppers. The processor’s need for a large scale and complex project was met by Flexicon’s years of experience with developing similar sized systems, resulting in a seamless custom-build aligned with Almondco’s operational needs.
Gentle Handling of Fragile Almonds
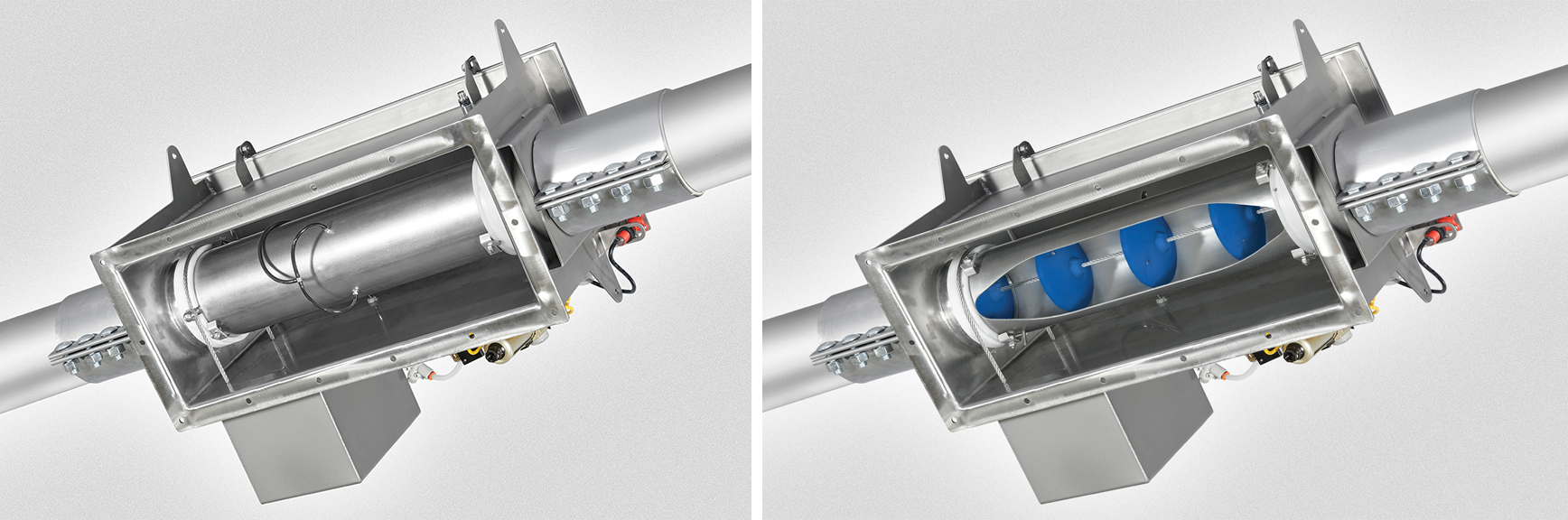
To address the critical need for gentle almond handling—essential to prevent breakage or damage that would render the product unsalable—Flexicon specified a six-conveyor system composed entirely of the company’s FLEXI-DISC® Tubular Cable Conveyors (TCC).
These conveyors gently transport almonds through smooth stainless steel tubing using low-friction polymer discs attached to a stainless steel cable. The system is powered by a drive wheel at one end of the circuit and maintained under tension by a wheel at the opposite end.
The versatility of the system is on display, with each of the six conveyor lines manufactured to specific operational requirements, including custom horizontal and vertical lengths, multiple angles, and distinct material sources and destinations, all features crucial to the success of Almondco’s operations.
High Capacity Storage Hoppers Enable Continuous Production
Almondco’s pasteurisation and blanching activities produce almonds at a faster rate than the downstream equipment can process them. To safely store the almonds until they can be handled, Flexicon also designed and fabricated a pair of 12,500 kg capacity custom-engineered, sanitary-construction storage hoppers.
Flexicon provided a spiral “let down” chute mounted below the conveyor discharge outlets. Almonds slide down this chute in a helical motion, which slows their descent, preventing them from being damaged as they flow into one of the large storage bins. A vibratory feeder at the base of each hopper feeds the almonds into a TCC that gently feeds them toward the almond cutter line.
Benefits from a Full-Service Supplier
All six conveyor systems are integrated into a plant-wide control system, creating a seamless connection between upstream and downstream processes. To facilitate this, Flexicon collaborated closely with a local controls integrator, ensuring the systems were perfectly synchronized and that the integration was executed smoothly, enhancing overall system performance and reliability.
An additional benefit of working with Flexicon Australia was the company’s large inventory of replacement components, which alleviated Craig’s concerns about extended downtimes. With readily available parts stored locally, the risk of delays due to waiting for replacement components to arrive from outside Australia was significantly reduced, ensuring minimal disruption to Almondco’s operations.
Project Optimise delivered impressive results, boosting processing output by nearly 70% and reinforcing Almondco’s position as a leader in high-quality almond production.
The entire project spanned seven months from start to completion and has been in operation since 2021. This collaborative effort successfully met Almondco’s complex requirements. “Flexicon’s design and drafting were spot on,” Craig said. “All components—from the conveying runs to the frame footplates—were as drawn, enabling installation and commissioning to be completed without any issues or setbacks.”
Almondco
Renmark, Australia
www.almondco.com.au