NON-FLOW-THROUGH PICK-UP ADAPTERS (Vacuum Systems)
Material can be introduced into vacuum conveyor lines via non-flow-through (flood-feed) pick-up adapters, which are typically used at pick-up points where lower volumes of material are fed manually.
ROTARY AIRLOCK VALVES WITH FLOW-THROUGH PICK-UP ADAPTERS (Pressure and Vacuum Systems)
Rotary airlock valves with flow-through pick-up adapters are used in pressure and vacuum systems for controlled metering of material into the conveying system, and maintaining the pressure differential between the conveying line and ambient atmosphere.
WANDS (Vacuum Systems)
Handheld pickup wands connected to vacuum conveying lines via flexible hose allow operators to vacuum material directly from containers such as Gaylords, drums, paper bags, and barrels.
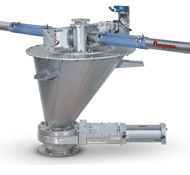
FILTER RECEIVERS (Pressure and Vacuum Systems)
Flexicon filter receivers efficiently separate solids from the air stream using filter media and gravity, making them well-suited for applications involving fine particles or where dust containment is critical. Positioned above material use points, they feature reverse pulse jet cleaning that dislodges accumulated dust from filter surfaces, ensuring continuous, reliable performance and clean operation.
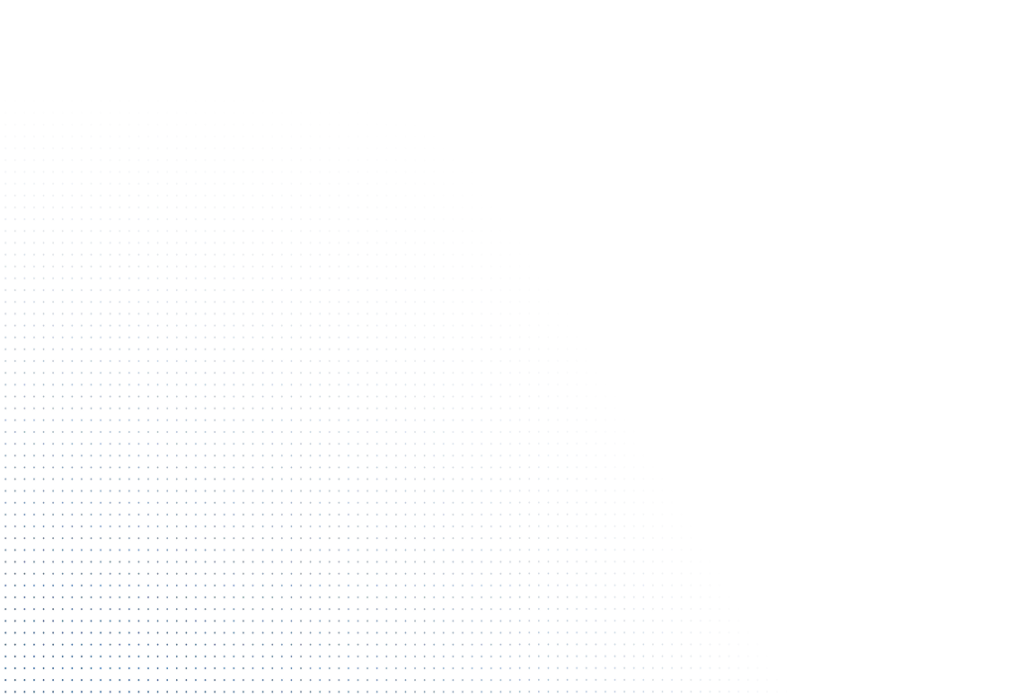
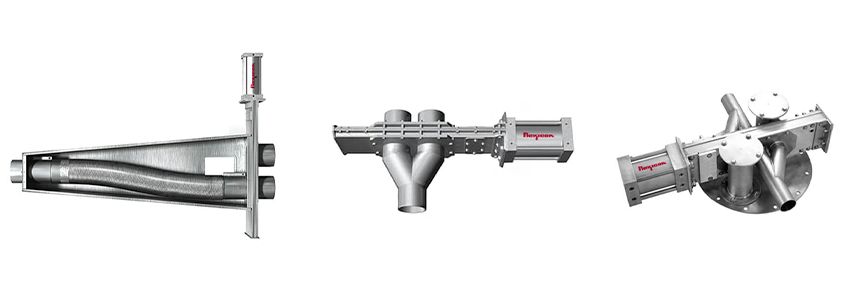
CYCLONE SEPARATORS (Pressure and Vacuum Systems)
Cyclone separators use centrifugal force and gravity to remove solids from the conveying air stream, making them a good choice for materials with larger particle sizes that are less prone to dusting. While filters are not typically required, they can be added downstream as a secondary measure to capture airborne particles.
FILL/PASS VALVES (Pressure and Vacuum Systems)
Fill/pass valves enable direct discharge of material into one or more process vessels, or distribution to multiple destinations along a shared conveying line. After the final fill/pass valve, the line is usually routed back to the original source or to a dust collection system.
DIRECTLY INTO PROCESS VESSELS (Pressure and Vacuum Systems)
Both pressure and vacuum systems can feed material straight into enclosed process vessels such as blenders and reactors, which are vented to downstream dust collection devices. This configuration eliminates the need for individual filter receivers at each discharge point.







Easy Line Routing
With the ability to route conveyor lines vertically and in any horizontal direction, PNEUMATI-CON® systems provide unmatched layout flexibility. They can span short or long distances and pass through small openings in walls or ceilings, making them ideal for production environments with limited space and existing equipment.

Long Conveying Lengths
Pneumatic conveyors are an optimal solution for efficiently transporting materials over long distances in bulk material handling systems. Flexicon’s design capabilities ensure reliable performance across extended conveying lengths, minimizing operational downtime.

Multiple Inlets and Outlets
Flexicon pneumatic conveying systems are engineered to handle multiple material inlets and outlets within a single conveyor, enabling efficient and flexible routing and delivering high performance across a wide range of industries.

Total Evacuation
PNEUMATI-CON® systems completely evacuate both the source material vessel and conveyor line, virtually eliminating cross-contamination in applications with various materials. Pneumatic conveying systems ensure precise and complete material transfer, making them ideal for weigh batching applications where accurate delivery of weighed ingredients is critical. By fully transporting materials, these systems enhance batch quality and minimize waste, optimizing production efficiency.

Diversity of Products
Flexicon pneumatic conveyors offer versatility, capable of handling powders with a wide range of bulk densities, as well as flakes, pellets, capsules, tablets, and other material forms. This flexibility makes it easy to transport multiple ingredients using a single system.

Wide Capacity Range
With a PNEUMATI-CON conveyor, throughput can range from just a few pounds to tons per hour, feeding everything from small packaging lines to large silos and railcars. Even when feed rates fluctuate significantly, the system remains protected from overloading or underloading, ensuring reliable performance.

ENCLOSED SYSTEM PREVENTS CONTAMINATION
Designed for clean and secure operation, PNEUMATI-CON® conveying systems maintain a fully enclosed, dust-free environment. This helps prevent contamination of both the product and the plant, making them well-suited for transferring dusty materials.
EASE OF MAINTENANCE
Flexicon PNEUMATI-CON® systems are designed for easy maintenance, featuring filter receivers with convenient access doors and inspection ports. Rotary airlock valves can be equipped with optional rotor support bars, allowing straightforward access for cleaning and inspection to help reduce downtime and improve efficiency. In vacuum conveying applications, ultra-low maintenance Flexicon flexible screw conveyors can be used to meter product into the system.

MEET INDUSTRIAL AND SANITARY STANDARDS
PNEUMATI-CON® conveying systems are available in carbon steel with rugged industrial finishes or stainless steel designed to meet the standards of food, dairy, pharmaceutical, and other sanitary applications.
Pneumatic conveying systems are a reliable solution for transferring materials from bulk bag dischargers to downstream processes with minimal dust, while ensuring a consistent flow of material.
Pairing pneumatic conveying systems with a Bag Dump Station offers a simple method to introduce materials into your process while effectively containing dust and maintaining a clean work environment.
Pneumatic conveying offers precise, long-distance transfer of weighed batches to downstream processes enabling flexibility of plant layouts.
Pneumatic conveyors feed multiple ingredients long-distances into mixers for batching and blending systems enabling precise formulations and consistent product quality.
With fully enclosed, dust-tight operation, pneumatic conveying systems efficiently transfer bulk solids during truck and rail car loading or unloading, minimizing product loss while ensuring clean, safe, and reliable material movement.